
龙门式电梯门板焊接生产线
电梯门板焊接设备包括电梯门板加强筋点焊机和电梯门板封头点焊机,全自动电梯门板焊接生产线包括门板自动输送、自动焊接、自动步进、自动卸料等一系列动作,焊接效率高,苏纳尔(SOONER)电梯门板焊接生产线稳定、成熟。
- 电梯门板焊接生产线
无锡苏纳尔(SOONER)是专业的电梯门板焊接设备研发生产厂家,有手动电梯门板点焊机、半自动电梯门板焊接生产线和龙门式全自动电梯电梯门板焊接生产线,主要用于完成电梯门板加强筋点焊和电梯门板封头点焊。
电梯门板焊接设备要求:自动上料、自动定位、自动输送、自动焊接、自动卸料。
全自动电梯门板焊接生产线:
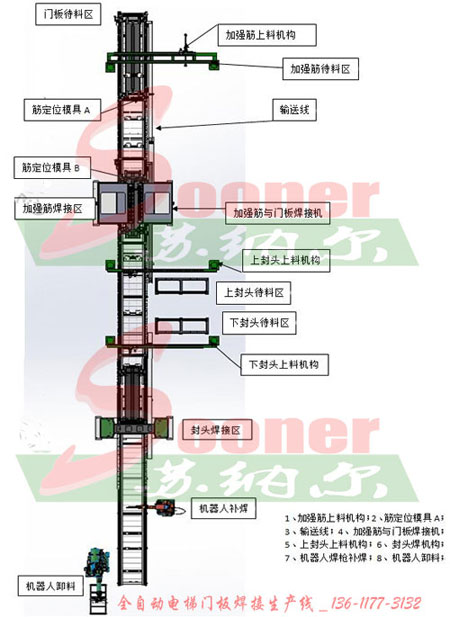
全自动龙门式电梯门板焊接生产线主机架设计成龙门框架结构,采用8套中频逆变直流焊接电源,16套加压机构,前进后出自动步进输送系统。单面双点焊接工艺, 1套焊接电源连接2个电极,焊接1条加强筋时,16个焊头同时加压,可同时放电焊接或依次放电焊接(视现场电网决定)。焊接1条加强筋时,只有单个电源和2个焊头工作。门板为自动吸盘取放置在输送架定位工位上,步进系统的定位机构定位,加强筋为机械手抓取,并将加强筋放置并定位在底板上,龙门焊机输送架上的移动小车将定位好的底板及加强筋夹紧送进焊接区,并步进焊接。焊接完成后,移动小车将焊接完成的工件松开,移动小车返回抓取另一待焊工件,焊接完成的工件在输送线的滚轴上往下一工序移动。加压机构安装在龙门机架的燕尾槽上,可以横向随意调节。定位机构可以手工调节,方便不同规格的产品定位。步进系统为伺服电机与同步带驱动。
龙门式电梯门板焊接生产线:

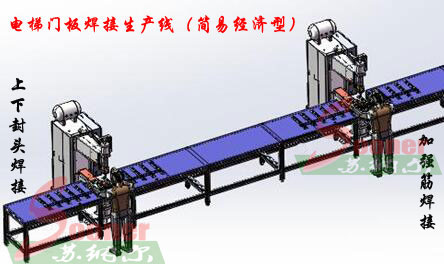
龙门式电梯门板焊接生产线采用前进后出的工件步进方式,自动移动到指定位置完成焊接,再步进到下一个焊接位置。工件焊接完成后,由下料机构通过吸盘方式将工件拿起,用伺服电机将门板从输送线上码垛到指定位置。
手动电梯门板焊接生产线:
用于电梯门板上、下封头焊接以及电梯门板加强筋焊接,适应范围广、通用性强,在门板种类及规格较多的时候优势尤为明显。
手动电梯门板焊接生产线由两台上、下双气缸电梯门板点焊机及门板输送线组成。门板输送台面上有几组万向球,工人将工件随着靠模推动到焊接区内,焊一点向前推一次,在焊接之前工人将定位板先定位好,焊好后卸掉定位板。
机架 :采用优质钢材焊接而成,焊接后退火时效处理,保证机台具备足够的强度、刚性及稳定性。
焊接电极:上下采用铬锆铜加工制造; 气动系统 :采用日本SMC进口配件。
电气控制系统:使用中频逆变焊接控制器,控制箱采用微机控制,八程序,具有功率因数自动较正、变压器过热保护、电压波动补偿等优点,且带有工作常用参数设定,方便操作者使用。并可作焊接电流的显示和监测,以作为品质管制之用。控制箱中安装有逆变器模组,取代可控硅进行能量转换且不会导致三相不平衡。 对于不同厚度的材料编制相对应的程序或参数并可以存储。 由于上下封头的材料厚度不同,生产时又在同一台焊接机上进行,可采用快速切换开关来控制,或者采用程序控制,快速切换开关的操作应方便、可靠。
水冷循环系统 : 采用并联分组冷却方式,分别冷却阻焊变压器、可控硅及电极头,将焊接工作过程中产生的热量及时带走,以稳定焊点质量、延长电极和相关元件的使用寿命。进水口处设有流量计和球阀,方便观测和更换点焊电极。
更多阅读:电梯门板点焊机加强筋及封头焊接
